Влияние соотношения ширины и толщины на изгиб шин
В энергетических и электрических системах соотношение сторон шины обозначает отношение ширины к толщине шины прямоугольного сечения (медной или алюминиевой). В процессе гибки шин это соотношение сторон определяет качество изгиба, точность гибки и конкретные параметры выбора матрицы. На основе соответствующих отраслевых стандартов и практического опыта в гибке шин основное влияние соотношения сторон на процесс гибки проявляется в трех ключевых областях: минимальный радиус гибки, контроль упругого восстановления и используемые методы гибки шин.
Соотношение ширины и толщины шины является критически важным параметром, определяющим процесс её изгиба.
Чем больше соотношение сторон шины (ширина/толщина), тем жестче требования к технологиям и оборудованию при гибке; это в первую очередь влияет на минимальный радиус изгиба и стабильность шины после гибки. В частности, это проявляется следующим образом:
- Высокое соотношение ширины к толщине (широкие и тонкие заготовки): при изгибе кромки (изгибе вдоль узкой стороны) заготовка подвержена нестабильности, образованию складок или трещин, что требует большего радиуса изгиба.
- Низкое соотношение сторон (узкий и толстый): При плоском изгибе (изгибе вдоль широкой грани) требуется большее усилие изгиба, но материал относительно менее склонен к образованию складок.

Анализ специфического влияния соотношения ширины и толщины на процесс гибки шин.
3. Основные преимущества (по сравнению с традиционной ручной или гидравлической обработкой)
Минимальный радиус изгиба шины напрямую зависит от ее толщины и ширины, а соотношение ширины и толщины определяет конкретный метод изгиба, а также соответствующие стандарты радиуса.
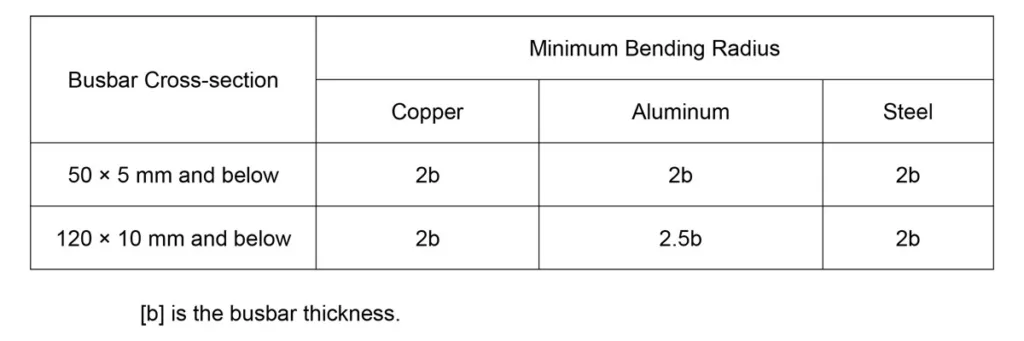
- Плоский изгиб (изгиб вдоль направления ширины): В процессе гибки шин минимальный радиус изгиба в основном зависит от толщины шины. Например, отраслевые стандарты в электротехнической отрасли устанавливают, что для прямоугольных медных или алюминиевых шин, подвергающихся плоской гибке, минимальный радиус изгиба равен удвоенной толщине.
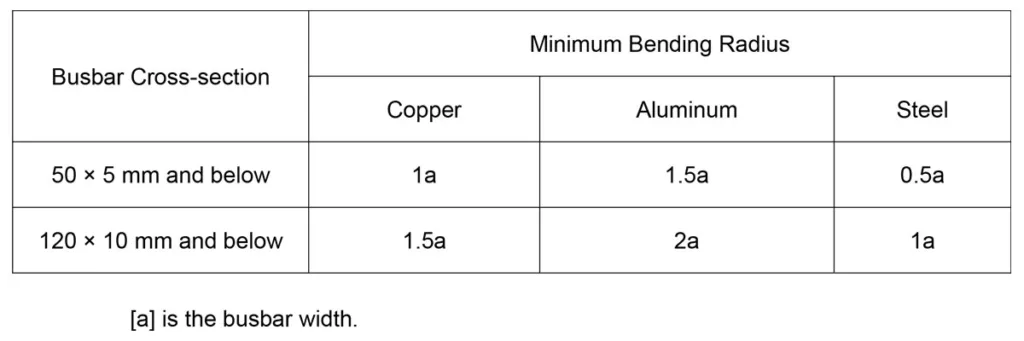
- Изгиб кромки (изгиб вдоль направления толщины): Минимальный радиус изгиба в основном зависит от ширины. Например, отраслевые стандарты в электротехнической сфере устанавливают, что для прямоугольных медных или алюминиевых шин, подвергающихся изгибу по кромке, минимальный радиус изгиба должен составлять от 1 до 2 ширин. Когда ширина шины значительна (т.е., отношение ширины к толщине велико), изгиб по кромке на 90° обычно не рекомендуется, поскольку требуемый радиус изгиба будет чрезмерно большим, что затруднит процесс изготовления.
3. Влияние на качество гибки шин и наличие дефектов.
Соотношение ширины и толщины напрямую влияет на поток материала и распределение напряжений в шине при изгибе; неправильное соотношение или производственный процесс могут привести к дефектам:
- Чрезмерное соотношение ширины и толщины (шина слишком широкая и тонкая): При вертикальном изгибе внешняя сторона шины (сторона растяжения) подвержена растрескиванию из-за чрезмерного растяжения, в то время как внутренняя сторона (сторона сжатия) подвержена образованию складок и выпуклостей, вызванных накоплением материала.
- Изгиб с пружинением: Соотношение ширины к толщине также влияет на величину упругого восстановления; неравномерная толщина или механические свойства медных шин могут приводить к непостоянному упругому восстановлению, что снижает точность операции гибки. При постоянном радиусе гибки и одинаковом материале шин, шины с высоким соотношением ширины к толщине — по мере увеличения их ширины — демонстрируют более равномерное распределение пластической деформации по поперечному сечению материала. Следовательно, боковая деформация ограничивается, доля упругого восстановления остается относительно постоянной, а угол упругого восстановления демонстрирует большую равномерность, что упрощает линейную компенсацию на станках с ЧПУ для гибки шин. Напротив, шины с низким соотношением ширины к толщине демонстрируют значительное смещение нейтральной оси; разница в упругом восстановлении между внутренней и внешней радиальными поверхностями увеличивается, что затрудняет прогнозирование угла упругого восстановления и повышает восприимчивость к деформации кручения.
В ответ на это Робин, техник на предприятии по производству шин SUNSHINE, провел два эксперимента в цехе по гибке шин:
Используя один и тот же станок для гибки шин, обе шины были согнуты под углом 90°.
Случай 1:

Для медной шины размером 100×10 мм с соотношением ширины к толщине 10 установка угла компенсации на 3° во время изгиба позволила добиться угловой погрешности, практически полностью контролируемой в пределах ±0,3° после непрерывного изгиба 10 отрезков.
Случай 2:
Для медной шины размером 30×10 мм с соотношением ширины к толщине, равным 3 (при условии угла компенсации 3°), результирующий угол изгиба может колебаться от 86° до 88°, и на боковой стороне изгиба будет виден отчетливый «выступ».
Заключение:
Большое соотношение ширины к толщине облегчает точный контроль при массовом производстве, тогда как малое соотношение ширины к толщине требует от оператора частой точной регулировки давления в зависимости от твердости каждой партии материала.
Требования к технологиям и оборудованию обработки
Ключевое влияние на требования к процессу:
Изменения соотношения ширины и толщины приводят к фундаментальному изменению характера распределения внутренних напряжений в материалах шин при воздействии механических нагрузок.
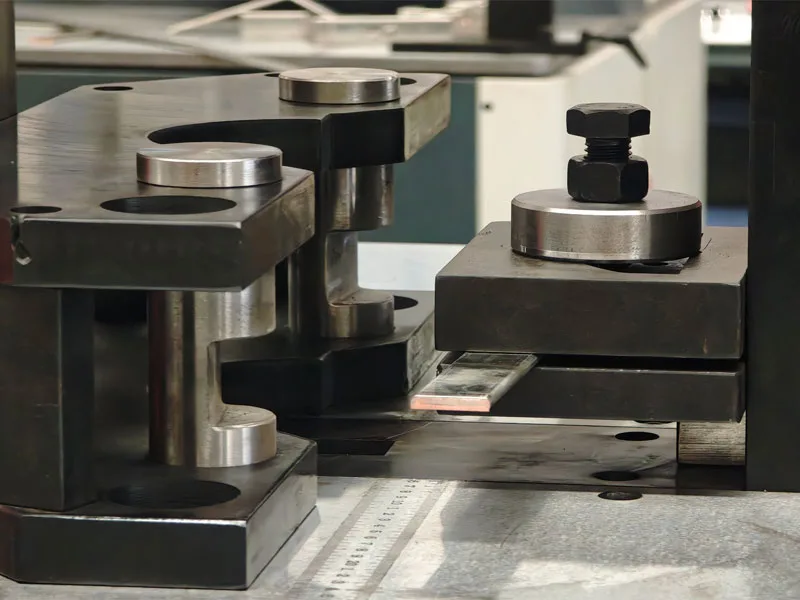
- Нестабильность и образование складок при изгибе кромок: В процессе гибки кромок шин, особенно тех, которые имеют большое соотношение ширины к толщине (т.е. широких и тонких), сжимающие напряжения, возникающие на внутренней кромке во время гибки, могут легко вызвать структурную нестабильность. В результате шина может деформироваться вне плоскости, подобно сложенному листу бумаги. Для предотвращения таких дефектов в процессе производства необходимо использовать специализированные штампы, оснащенные мощными вспомогательными зажимными механизмами. Кроме того, во время операции гибки необходимо использовать «направляющие пластины» для ограничения смещения в направлении толщины. Современные высокоточные станки для обработки шин: Станок для гибки шин с ЧПУ MAC В данной работе используется технология сервоуправления для более эффективного учета технологических требований к шинам с различным соотношением ширины и толщины, что позволяет минимизировать ошибки.
- Деформация поперечного сечения при изгибах плоских поверхностей: Для шин с малым соотношением ширины к толщине, поперечное сечение которых напоминает профиль «квадратного стержня», изгиб вызывает боковое смещение медного материала. Это боковое смещение приводит к выраженному «выпуклому» эффекту на боковых поверхностях шины в месте изгиба. Следовательно, при обработке плоских изгибов крайне важно учитывать больший запас по длине при расчете положения пробитых отверстий, поскольку боковое смещение материала изменяет фактическое положение нейтральной оси.

Требования к эксплуатационным характеристикам технологического оборудования
Станок для гибки шин с ЧПУ должен быть способен справляться с физическими сложностями, возникающими при работе с шинами, имеющими различное соотношение ширины и толщины.
Для медных шин с малым соотношением ширины к толщине (т.е. значительной толщины), особенно превышающей 15 мм, оборудование требует чрезвычайно высокой статической жесткости. Если жесткости головки станка окажется недостаточно, даже незначительная деформация рамы может привести к нарушению компенсации упругого восстановления. И наоборот, для медных шин с большим соотношением ширины к толщине (т.е. тонких шин) критическим фактором является точность и тонкость контроля давления; оборудование должно быть оснащено сервоприводной системой гибки шин, чтобы предотвратить растрескивание или чрезмерный изгиб, вызванные превышением давления в момент начала гибки.
В итоге
| Размеры удара | Высокое соотношение сторон (широкий и узкий) | Низкое соотношение сторон (узкий и толстый) |
|---|---|---|
| Ключевые проблемы | Склонен к образованию складок и трещин при вертикальном изгибе; пружинение трудно контролировать. | Для гибки плоских заготовок требуется оборудование большей грузоподъемности; радиус гибки ограничен толщиной материала. |
| Минимальный радиус изгиба | Большой радиус вертикального изгиба (зависит от ширины; обычно в 1–2 раза больше ширины). | Большой радиус изгиба (зависит от толщины; обычно в 2 раза больше толщины). |
| Тенденции процессов | По возможности избегайте вертикальных изгибов на 90 градусов; отдавайте предпочтение горизонтальным изгибам или другим способам соединения. | Подходит для вертикального изгиба; для горизонтального изгиба убедитесь, что радиус R пресс-формы достаточен. |
| Ключевые моменты контроля качества | Проверьте места изгибов на наличие трещин, складок или выпуклостей. | Проверьте скругления в местах изгибов, чтобы убедиться, что они гладкие и без трещин. |